


معایب جوش فورجینگ | معایب جوش سر به سر
قبل از شروع صحبت در مورد معایب جوش سر به سر یا معایب جوش فورجینگ، شرکت اتصالات مکانیکی سهند اعلام میدارد که مطالب ذيل فقط جهت آشنا نمودن مصرف كنندگان محترم با معايب اين روش بيان میگردد و به هيچ وجه نقد و بررسی شيوه كار هيچ يك از شركتها و افراد فعال در ارائه خدمات جوش سر به سر در ايران نیست. گروه صنعتي سهند آمادگي خود را جهت حضور در جلسات نقد و بررسي علمی و فنی اين روش با مدافعان و ارائه كنندگان اين خدمات در حضور كارشناسان صاحب نظر دانشگاهی و مصرف كنندگان محترم در هر مكان و زمان اعلام میدارد.
جوش سر به سر یکی از روشهای اتصال میلگرد است که در آن دو میلگرد به وسیله یک مشعل، حرارت داده میشوند و وقتی دو میلگرد حالت پلاستیکی پیدا کردند آنها را با نیروی زیاد به یکدیگر فشار میدهند تا دو میلگرد به یکدیگر جوش بخورند. در این روش از هیچ ماده جوش دهندهای استفاده نمیشود و کیفیت کار به مهارت اپراتور جوشکار بستگی دارد.
در ابتدا لازم است اشاره کوتاهی به انواع جوشکاری های مجاز مطابق با بند 9-21-4-1-6 مقررات ملی ساختمان چاپ سال 1392 داشته باشیم تا بعد به سراغ معایب جوش سر به سر یا معایب جوش فورجینگ برویم.
بند 6-1-4-21-9 مقررات ملی ساختمان
وصله جوشی میلگردها یا جوش سر به سر یا به عبارتی همان جوش فورجینگ باید به صورت یکی از روشهای اتصال جوشی نوک به نوک خمیری (جوش الکتریکی تماسی) یا اتصال جوشی ذوبی با الکترود (جوش با قوس الکتریکی) انجام شود. مقاومت این وصلهها در کشش باید حداقل برابر Ab fyd) 1.47) باشد، مگر آنکه الزامات بند 9-21-4-2-2 تامین شده باشد.
مطابق این بند مقررات ملی ساختمان دو نوع اتصال جوش میلگرد مورد تایید است:
1- اتصال جوشی نوک به نوک خمیری (جوش الکتریکی تماسی) که فقط در شرایط کارخانهای مجاز است.
2- اتصال جوشی ذوبی با الکترود (جوشی با قوس الکتریکی)
به نظر میرسد با توجه به بازنگری مقررات ملی ساختمان در سال 1392 و با توجه به سابقه چند ساله استفاده از جوش سر به سر با گاز اکسی استیلن (GPW) در ایران این روش هنوز جایگاهی در مقررات ملی ساختمان ندارد.
جهت اطلاع از الزامات روش جوشکاری سر به سر میلگرد با گاز استیلن و فشار (به طریقه دستی)، توسط مرکز تحقیقات راه، مسکن و شهرسازی، کلیک کنید.
اتصال جوشی معرفی شده در کشورمان که به عنوان یک روش برای وصله آرماتورها معرفی میگردد به نام روش gas pressure welding در ژاپن شناخته میشود (جوشکاری با فشار گاز كه به غلط توسط يكی از ارائه كنندگان ايرانی اين روش، نام فورجينگ بر آن نهادهاند). این تکنولوژی مربوط به دهه 1960 بوده و نه تنها در کشورهای صاحب تکنولوژی به عنوان یک روش متداول و جایگزین اتصال مکانیکی کاربرد ندارد، حتی در کشور تولید کننده فیکسچرهای جوشکاری نیز پس از وقوع زلزله kobe در ژاپن و بررسی نتایج نامطلوب حاصل از رفتار این اتصال، استفاده از آن با رعایت ضوابط و دستورالعملهای بسیار دقیق و سختگيرانه مجاز است.
در ادامه به معایب جوش سر به سر اشاره میکنیم.
10 مورد از معایب جوش فورجینگ و عوامل موثر در کاهش قابلیت اطمینان
1- مهارت اپراتور جوشکاری
2- عدم اجرا و یا اجرای ناقص دستورالعملهای WPS و PQR
3- عدم امکان کنترل حرارت حاصل از شعله اکسی استیلن
4- زمان حرارت دهی به آرماتور به طور تقریبی بوده و اپراتور با توجه به تجربه شخصی عمل میکند
5- طول حرارت دادن آرماتور به صورت تقریبی و مطابق با تجربه اپراتور است و ابزاری برای کنترل آن وجود ندارد
6- امکان کنترل درجه حرارت آرماتور در حین حرارت دادن وجود ندارد و این در حالی است که رسیدن به درجه حرارت مطلوب یک پارامتر بسیار اصلی و موثر در امتزاج دو آرماتور در فصل مشترک اتصال آنها به یکدیگر است
7- تاثیر دمای محیط در سرد شدن محل جوش و در نتيجه شکننده شدن آن
8- میزان فشار سیستم هیدرولیک برای فشرده نمودن دو آرماتور و ایجاد امتزاج بین آنها ارتباط مستقیم با میزان درجه حرارت محل اتصال دارد و این به معنای آن است که در صورت متغییر بودن دمای محل اتصال که به صورت تقریبی و تجربی توسط اپراتور تعیین میشود و اعمال فشار یکسان توسط سیستم هیدرولیک اتصالات حاصله به هیچ وجه یکسان نبوده و از نظر کیفی یکنواخت نخواهند بود
9- به دلیل تنوع و عدم یکنواختی پروسه توليد آرماتورها و همچنین رفتار متفاوت در برابر حرارت دهی، امکان رسیدن به نتیجه مطلوب بسیار کاهش مییابد
10- علاوه بر موارد فوقالذکر و با توجه به محدودیتهای بند 21.1.7.1 آییننامه ACI 318-11 محدودیتهای اورلپ همچنان برای اتصالات جوشی وجود دارد لذا نه تنها ضایعات میلگرد کاهش نمییابد بلکه هزینه های اجرایی نسبت به اورلپ افزایش نشان میدهد. با رعایت این بند آییننامه حتی امکان افزایش طول میلگرد انتظار با این روش وجود نخواهد داشت ولی متاسفانه شاهد اجرای این روش جهت افزایش طول میلگرد انتظار در بعضی پروژهها هستیم لذا ضرورت دارد دستگاه نظارت در این خصوص رعایت جدی آییننامههای مربوطه را مد نظر قرار دهد.
با توجه به عوامل موثر در كاهش کیفیت جوش با اين روش و معایب جوش سر به سر، قابلیت اعتماد به این روش حداقل تا 50% کاهش مییابد و این بدان معنی است که از هر 100 عدد جوش انجام گرفته تعداد 50 عدد غیر قابل قبول خواهد بود. تنها راه حصول اطمینان از کیفیت جوش انجام تست اولتراسونیک (UT) است که با توجه به هزینههای سنگین انجام آن و همچنین دستیابی به الزامات مورد نظر مرکز تحقیقات راه، مسکن و شهرسازی که برای این روش تدوین گردیده است، بسیار دشوار و پر هزینه خواهد بود و در نتیجه هر گونه توجیه اقتصادی برای استفاده از آن را منتفی مینماید.
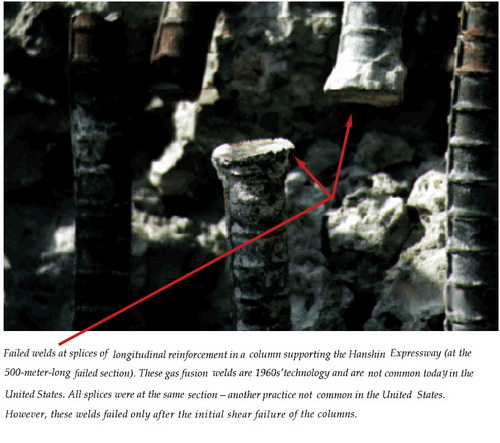
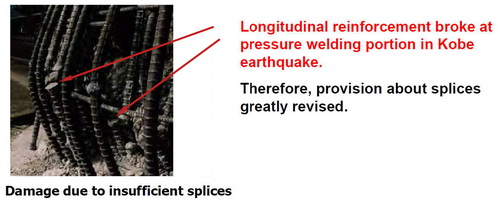
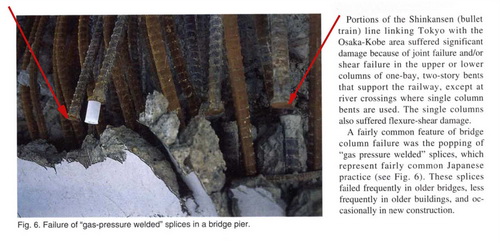
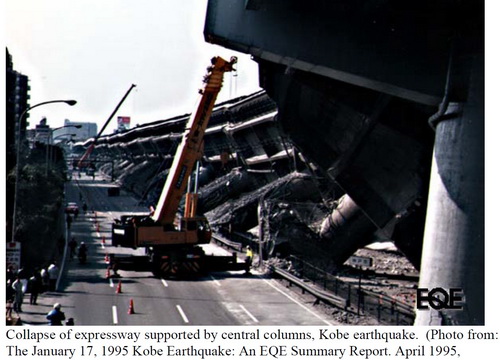
نمونههای شکست اتصالات جوشی (GPW) در زلزله کوبه ژاپن
همانطور که گفته شد این روش در گذشته در کشور ژاپن استفاده میشده است ولی پس وقوع زلزله ژاپن که عکسهای آن در پایین این مطلب موجود است، درصد اطمینان به این روش بسیار پایین آمد و پس از آن در کشورهای مدرن از آن استفاده نگردید. عليرغم انجام جوشها به دست اپراتورهای زبده ژاپني و نظارت دقيق بر انجام اين جوشها و انجام تستهاي كنترلي، ملاحظه ميگردد نتايج حاصله از اين روش فاجعه بار بوده و به هيچ وجه قابل اطمينان نيست. با فرض اين كه كيفيت انجام جوش افراد و شركتهاي مجری اين روش در ايران با كيفيت ژاپني يكسان باشد، متاسفانه نتيجه نهايی چيزی شبيه به نتايج زلزله كوبه ژاپن خواهد بود که این از معایب جوش سر به سر است.
نمونهای دیگر از معایب جوش سر به سر
آرماتور جوش کاری شده به روش Gas pressure welding. این دو آرماتور به روش اتصال فورجینگ یا جوش سر به سر به یکدیگر پیوند خوردهاند و ظاهرا اتصال خوبی برقرار شده است.

همان آرماتورهایی که در تصویر قبلی توسط جوش سر به سر به یکدیگر متصل شده بودند بر اثر رها شدن از دست اپراتور و پس از برخورد با زمین، دچار شکست شدهاند.

شرکت اتصالات مکانیکی سهند به کارفرمایان و سازندگان محترم پیشنهاد میدهد به جای استفاده از هر روش اتصالی، از روش اتصال مکانیکی با کوپلر استفاده کنند تا هم هزینههای سازه با قیمت مناسبتری تمام شود و هم مقاومت سازه در حد قابل قبولی بالاتر برود. سازندگان محترم میتواند جهت کسب اطلاعات بیشتر و دریافت مشاوره رایگان در خصوص پروژههای ساختمانی، با دفتر شرکت سهند به شماره 02144024118 تماس حاصل نمایند.

